











To choose high-quality Metal Stamping Parts, evaluate five areas in sequence: the supplier's certi...
Ipari hírek
Jun 26,2026
Hogyan válasszunk minőségi mélyrajzoló alkatrészeket?
A minőség kiválasztása mélyhúzó alkatrészek egy nem vitatható elvvel kezdődik: az alkatrésznek meg kell felelnie az Ön mérettűrésének, anyagspecifikációinak és felületkezelési követelményeinek, olyan hibák nélkül, mint a gyűrődés, szakadás vagy visszaugrás. Ennek következetes eléréséhez értékelnie kell a gyártó anyagbeszerzését, a szerszámok pontosságát, a folyamatszabályozást és a minőségellenőrzési képességeket – mindezt a gyártási rendelés leadása előtt. Ez az útmutató végigvezeti Önt minden kritikus tényezőn, így magabiztos, megalapozott döntést hozhat.
Mi az a mélyrajzolás és miért számít a minőség?
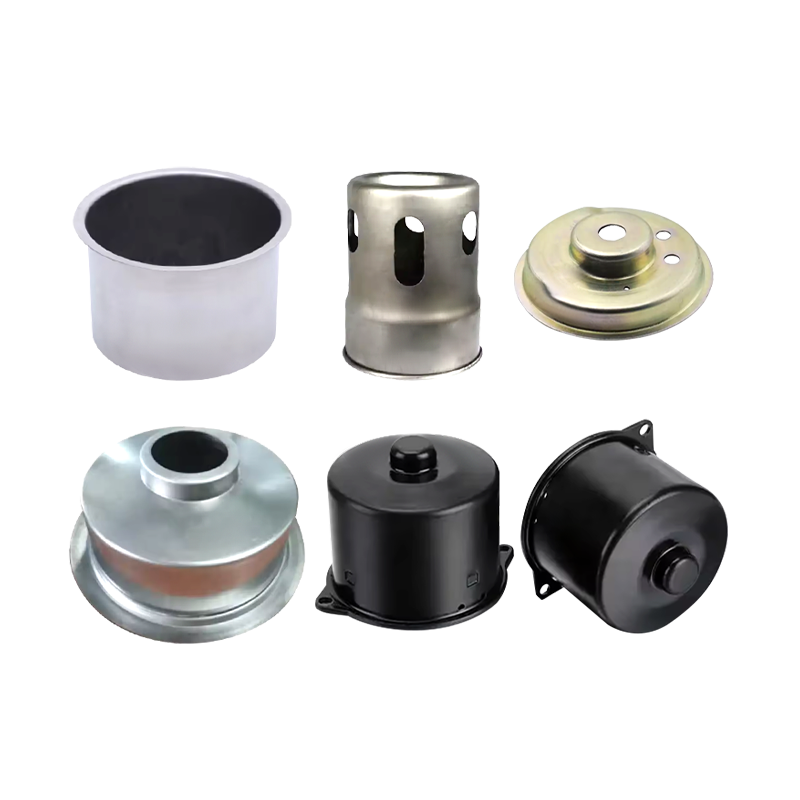
A mélyhúzás egy fémalakítási eljárás, amelynek során egy lapos lemezt egy lyukasztó szerszámüregbe húznak, hogy csészét, héjat vagy doboz alakú részt kapjanak. Széles körben használják számos iparágban, beleértve az autógyártást, a repülőgépgyártást, az elektronikát, az orvosi eszközöket és a fogyasztói készülékeket, mivel zökkenőmentes, erős és könnyű alkatrészeket állít elő minimális anyagveszteséggel.
A mélyhúzás minősége kritikus fontosságú, mert a szerszámhézag, a nyersdarab tartóereje vagy a kenés kisebb eltérései is az alkatrészek kilökődését okozhatják. Az iparági adatok azt mutatják, hogy a rossz folyamatszabályozás 5–20%-os selejtarányhoz vezethet a mélyhúzási műveleteknél , megnöveli az alkatrészenkénti költséget és késlelteti a szállítási ütemezést. Amikor külső beszállítótól szerzi be a mélyhúzott alkatrészeket, annak megértése, hogy mi különbözteti meg a kiváló minőségű gyártót az átlagostól, megvédi az ellátási láncot.
Megrendelés előtt értékelendő legfontosabb minőségi mutatók
Mielőtt elkötelezné magát egy szállító mellett, szisztematikusan tekintse át a következő mutatókat. Mindegyik közvetlenül megjósolja, hogy a kapott részek megfelelően működnek-e.
Anyagtanúsítványok és nyomon követhetőség
Egy elismert mélyhúzó gyártó tanúsított malomokból szerzi be a nyersanyagot, és anyagvizsgálati jelentéseket (MTR) tud készíteni, amelyek megerősítik a kémiai összetételt, a mechanikai tulajdonságokat, például a folyáshatárt és a nyúlást, valamint az olyan szabványoknak való megfelelést, mint az ASTM, DIN vagy JIS. A 30% feletti nyúlási értékek például alacsony szén-dioxid-tartalmú acélnál azt jelzik, hogy az anyag tisztán húzódik, repedés nélkül. Ha egy szállító nem tud nyomon követhetőségi dokumentumokat készíteni, tekintse piros zászlónak.
Szerszámtervezési és karbantartási szabványok
A szerszám és lyukasztókészlet meghatározza minden gyártott alkatrész alakpontosságát és felületi minőségét. A kiváló minőségű szerszámokat szűk tűrésekre gyártják – jellemzően ±0,01 mm és ±0,05 mm között - és edzett szerszámacélból vagy keményfémből készült, hogy több millió ciklust bírjon ki túlzott kopás nélkül. Kérdezze meg szállítóját a szerszámanyag minőségéről, a tipikus szerszámélettartamról és az ütemezett karbantartási intervallumokról. A jól karbantartott szerszámok közvetlenül konzisztens alkatrészméreteket eredményeznek a gyártás során.
Rajzolási arány és falvastagság egyenletessége
A limitáló húzási arány (LDR) a nyersdarab átmérőjének és a lyukasztó átmérőjének maximális aránya, amely egyetlen húzással törés nélkül elérhető. A legtöbb lágyacél esetében az LDR kb 2,0-tól 2,3-ig . A mélyebb geometriájú részek többszörös átrajzolást igényelnek, amelyek mindegyike bonyolultabbá teszi. A képzett gyártó minden szakaszban ellenőrzi a nyersdarab tartó nyomását és kenését, hogy fenntartsa a falvastagság egyenletességét, jellemzően belül a névleges falvastagság ±10%-a . Győződjön meg arról, hogy szállítója dokumentálja a vastagságméréseket a mintadarabok több pontján.
Gyakori mélyrajzi hibák, és hogyan akadályozzák meg őket a minőségi beszállítók
A lehetséges hibák megértése segít abban, hogy a megfelelő kérdéseket tegye fel a szállító folyamatirányítási képességeinek értékelésekor.
| Hiba | ok | Megelőzési módszer |
|---|---|---|
| Gyűrődés | Nem elegendő a nyersdarab tartóereje | Optimalizált üres tartó nyomásszabályozás |
| Szakadás / Törés | Túl nagy húzási arány vagy elégtelen kenés | Többlépcsős rajz, megfelelő kenésválasztás |
| Fülbevaló | Anizotrópia lapanyagban | Anyagválasztás alacsony síkbeli anizotrópiával (r-érték) |
| Springback | Rugalmas helyreállítás a formázás után | Túlhajlítási kompenzáció és folyamatszimuláció |
| Felületi karcolások | Egyenetlenség vagy szennyeződések a kenőanyagban | Rendszeres szerszámpolírozás és tiszta kenőrendszerek |
| Vastagság variáció | Egyenetlen nyersdarabtartó erő vagy kopott szerszám | A szerszámok időszakos ellenőrzése és erőkalibrálása |
A potenciális beszállítótól származó minták áttekintése során gondosan ellenőrizze az alkatrészeket megfelelő megvilágítás mellett a fent felsorolt hibákra. Kérjen méretjelentéseket és felületi érdességméréseket – egy minőségi beszállító habozás nélkül elkészíti ezeket.
Anyagválasztás a mélyrajzi minőség érdekében
A mélyhúzott alkatrészhez választott anyag közvetlenül meghatározza annak alakíthatóságát, szilárdságát, korrózióállóságát és másodlagos műveletekre, például hegesztésre vagy bevonásra való alkalmasságát. Egy hozzáértő gyártó segít kiválasztani az alkalmazásához megfelelő ötvözetet és minőséget, nem csak a legolcsóbbat.
Gyakran használt mélyrajzoló anyagok
- Alacsony széntartalmú acél (DC01–DC06): A legszélesebb körben rajzolt anyag. A DC04 és DC05 minőségek 38–40%-os nyúlási értéket kínálnak, így ideálisak mély csészékhez és kagylókhoz. Széles körben használják autókarosszéria panelekben és készülékházakban.
- Rozsdamentes acél (304, 316): Kiváló korrózióállóságot biztosít. A 304-es fokozat a leggyakrabban mélyhúzott rozsdamentes acél, de gyorsan megkeményedik, és a mélygeometriákhoz gondos fokozatok közötti izzítást igényel.
- Alumínium (1100, 3003, 5052): Könnyű és korrózióálló. Az Alloy 1100 a leginkább alakítható, míg a 3003 az alakíthatóságot mérsékelt szilárdsággal egyensúlyozza ki. Repülési és elektronikai házakban használják.
- Réz és sárgaréz: Kiváló elektromos és hővezető képesség. A sárgaréz (C26000) kiváló húzhatósága miatt széles körben használatos elektromos csatlakozókhoz és vízvezeték-alkatrészekhez.
- Titán: Nagy teljesítményű repülési és orvosi alkalmazásokban használják. Speciális szerszámokat, nagyobb alakító erőket és gondos hőmérséklet-szabályozást igényel.
A beszállító értékelésekor győződjön meg arról, hogy gyakorlati tapasztalattal rendelkezik az adott anyaggal kapcsolatban. Az a gyártó, aki rutinszerűen dolgozik rozsdamentes acéllal, be kell tárcsázni az izzítási ciklusokat és a kenési protokollokat, míg az elsősorban lágy acélgyártásban tapasztalt gyártó nagyobb kihívást jelentő ötvözetekkel küzdhet.
Mérettűrések és felületkezelési szabványok
A tűréshatárok megadása és ellenőrzése az egyik legfontosabb lépés a minőségi mélyhúzó beszállító kiválasztásában. A túl szűk tűréshatárok szükségtelenül növelik a költségeket, míg a túl laza tűréshatárok összeszerelési hibákhoz vezetnek. Együttműködjön beszállítójával a tűréshatárok és a funkcionális követelmények összehangolása érdekében.
Tipikus mérettűrések a mélyrajzban
| Méret típusa | Standard tolerancia | Precíziós tolerancia |
|---|---|---|
| Külső átmérő | ±0,10 mm | ±0,03 mm |
| Falvastagság | ±0,05 mm | ±0,02 mm |
| Alkatrész magasság/mélység | ±0,15 mm | ±0,05 mm |
| Alsó laposság | 0,20 mm | 0,05 mm |
| Felületi érdesség (Ra) | 1,6–3,2 µm | 0,4-0,8 µm |
Kérje meg a potenciális beszállítókat, hogy osszák meg a korábbi projektekből származó első cikkvizsgálati (FAI) jelentéseket vagy PPAP-dokumentációkat. Ezek a dokumentumok azt mutatják be, hogy milyen szorosan képesek tartani a tűréseket valós gyártási körülmények között, nem csak ideális laboratóriumi körülmények között.
Minőségellenőrzési rendszerek és ellenőrzési lehetőségek
A gyártó minőségirányítási rendszere (QMS) a konzisztens teljesítmény gerince. Legalább egy komoly mélyhúzó beszállítónak kell tartania ISO 9001 minősítés , amely dokumentált folyamatokat igényel a tervezési ellenőrzéshez, a beérkező anyagok ellenőrzéséhez, a folyamat közbeni ellenőrzéshez, a végső ellenőrzéshez és a korrekciós intézkedésekhez. Egyes iparágak további tanúsítványokat igényelnek, például az IATF 16949 az autóiparhoz vagy az AS9100 az űrkutatáshoz.
Keresendő ellenőrző berendezések
- Koordináta mérőgépek (CMM): Háromdimenziós méretellenőrzést tesz lehetővé mikron alatti pontosságig. Nélkülözhetetlen összetett geometriákhoz és szűk tűrésekhez.
- Optikai komparátorok és látórendszerek: Lehetővé teszi a profilok és jellemzők gyors ellenőrzését, ami különösen hasznos nagy mennyiségű gyártásnál.
- Felületi érdességmérők: Számszerűsítse a kidolgozás minőségét, hogy az alkatrészek megfeleljenek az Ra előírásainak a megjelenés és a funkció tekintetében.
- Keménységmérők: Győződjön meg arról, hogy a húzás közbeni keményedés nem haladja meg az elfogadható szintet, ami különösen fontos a rozsdamentes acél és alumínium alkatrészek esetében.
- Szivárgásvizsgáló berendezés: A folyadék- vagy gáztárolóban használt alkatrészeknél a nyomás- vagy vákuumszivárgás-vizsgálat biztosítja a húzott héj integritását.
A szállító minősítése során kérjen létesítménybejárást vagy virtuális auditot a használatban lévő ellenőrző berendezések megfigyelésére. Ügyeljen arra, hogy az ellenőrzés beépül-e a gyártási munkafolyamatba (folyamat közbeni ellenőrzés), ahelyett, hogy csak a sorvégi végső ellenőrzésre korlátozódna. A folyamat közbeni felügyelet korábban észleli a hibákat, csökkentve a selejtezési és utómunkálati költségeket.
A szállító gyártási tapasztalatának és képességeinek értékelése
A technikai felszereltség számít, de az is, hogy a gyártó milyen mélységű folyamatismeretet hoz a projektbe. A legjobb eredményeket a beszállítók érik el, akik az Ön alkatrészét mérnöki kihívásként kezelik, nem csak gyártási feladatként.
Kérdések, amelyeket fel kell tenni a szállító kiválasztása során
- Milyen présmennyiség-tartományt fednek le prései, és ki tudja-e bírni az általam igényelt nyersméretet és húzási mélységet?
- Gyártott már korábban alkatrészeket ugyanabból az anyagból és hasonló húzási aránnyal, mint az enyém?
- Házon belül tervezi és karbantartja a szerszámokat, vagy kiszervezi?
- Mi az átlagos első cikk átfutási ideje, és milyen dokumentációt ad az első cikk benyújtásakor?
- Milyen másodlagos műveleteket – vágás, szúrás, hegesztés, felületkezelés – tud házon belül elvégezni?
- Tudsz referenciákat adni az iparágamban lévő ügyfelektől?
Az a beszállító, aki magabiztosan válaszol ezekre a kérdésekre a gyártási történetéből származó konkrét példákkal, sokkal nagyobb valószínűséggel szállít minőségi alkatrészeket folyamatosan, mint az, aki általános biztosítékokkal válaszol. Ningbo Dasheng Metal Products Co., Ltd ezt a megközelítést példázza: a fémbélyegzés, mélyhúzás és hegesztés több éves specializációjával tapasztalt mérnöki munkatársaik együttműködnek az ügyfelekkel az anyag- és szerszámválasztástól egészen a kész precíziós alkatrészekig – biztosítva, hogy minden specifikáció megfeleljen a dokumentált minőségbiztosításnak minden gyártási szakaszban.
A prototípuskészítés és az első cikkvizsgálat szerepe
Mielőtt egy új mélyrajzoló alkatrészt teljes gyártásra bocsátana, mindig előírjon egy prototípus-készítési vagy első cikkfázist. Ebben a szakaszban Ön és a gyártó is ellenőrizheti, hogy a szerszámok, a folyamatparaméterek és az anyagok a várt módon viselkednek-e, mielőtt nagy mennyiségű potenciálisan nem megfelelő alkatrész készülne.
Az alapos első cikkvizsgálati (FAI) csomagnak a következőket kell tartalmaznia:
- Méretezési jelentés az összes mért és rögzített rajzjellemzővel
- Anyagtanúsítás (MTR) a gyártást reprezentatív nyersanyaghoz
- Felületminőség mérési jegyzőkönyv
- Szemrevételezéses vizsgálati jelentés a kritikus jellemzők fényképeivel
- Funkcionális vizsgálati eredmények adott esetben (szivárgásteszt, keménységvizsgálat, bevonat tapadása)
Soha ne hagyja ki a FAI fázist, hogy időt vagy költséget takarítson meg. Az első cikk során feltárt problémákat a szerszámok vagy a folyamatok szintjén javítják a több ezer alkatrész gyártása után felfedezett problémák kijavítási költségének töredékéért. A minőségre összpontosító gyártó aktívan ösztönzi ezt a lépést, ahelyett, hogy rákényszerítené, hogy hagyja ki.
Másodlagos műveletek és felületkezelés minősége
A legtöbb mélyhúzott alkatrész egy vagy több másodlagos műveletet igényel, hogy elérje a kész alkatrész állapotát. E műveletek minősége ugyanolyan fontos, mint maga a rajzolási folyamat. A másodlagos műveleteket házon belül elvégző beszállító csökkenti a kezelési károkat, lerövidíti az átfutási időt, és fenntartja a felelősséget a teljes alkatrész tekintetében.
Közös másodlagos műveletek a mélyrajzolásban
- Vágás és peremezés: Eltávolítja a rajzolás során keletkező egyenetlen felső élt (füleket) a pontos készmagasság elérése érdekében.
- Piercing és lyukasztás: Lyukakat, réseket vagy kivágásokat ad a rajzolt héjhoz. A precíziós szúrószerszámok ±0,05 mm-es vagy jobb helytűrést tartanak fenn.
- Hegesztés: Olyan szerelvényekhez, amelyek húzott héjakat konzolokkal, karimákkal vagy más alkatrészekkel kombinálnak. A MIG, AWI és ponthegesztés mind gyakoriak. A hegesztés minőségét szemrevételezéssel, behatolási ellenőrzésekkel, valamint húzó- vagy nyomatékvizsgálattal igazolják.
- Felületkezelés: A horganyzás, a nikkelezés, a porbevonat, a passziválás és az eloxálás gyakori felületek, amelyek javítják a korrózióállóságot és a megjelenést. Ellenőrizze, hogy beszállítója befejező folyamatai megfelelnek-e az RoHS, a REACH vagy más, az Ön piacára vonatkozó környezetvédelmi előírásoknak.
- Sorjázás és tisztítás: A bélyegzett és húzott részeken általában sorja és kenőanyag-maradvány található, amelyeket el kell távolítani a végső ellenőrzés és a szállítás előtt.
Költség kontra minőség: a megfelelő egyensúly megtalálása
Bár a költség mindig tényező, a mélyhúzó beszállító kiválasztása pusztán az ár alapján gyakori és költséges hiba. Az alkatrész valós költsége nem csak az egységárat tartalmazza, hanem a selejtdíjakat, az utómunkálatokat, az ellenőrzési időt, a szállítási késéseket és az esetleges helyszíni hibákat is. Egy minőségi tanúsítvánnyal rendelkező beszállítótól származó 15%-kal drágább alkatrész könnyen 30–50%-os teljes költségmegtakarítást eredményezhet, ha figyelembe vesszük a későbbi meghibásodási és utómunkálati költségeket.
Értékelje a teljes birtoklási költséget (TCO), ne csak az egységárat. Az a beszállító, aki modern présekbe, precíziós szerszámokba, kalibrált ellenőrző berendezésekbe és tanúsított minőségirányítási rendszerbe fektet be, magasabb működési költségekkel rendelkezik – és ezeket a költségeket tükrözik az áraikban. Pontosan ezek a befektetések biztosítják azt a következetességet és minőséget, amelyre szüksége van terméke megbízhatóságának és márkája hírnevének megőrzéséhez.
Árajánlatkéréskor teljes és pontos rajzokat adjon meg minden tűréshatárral, anyagspecifikációval, felületkezelési követelményekkel és az alkalmazandó szabványokkal egyértelműen. A kétértelmű specifikációk sarokvágásokhoz és kellemetlen meglepetésekhez vezetnek a szállítás során.
Ipari alkalmazások és az alkatrészek bonyolultsági szempontjai
A mélyhúzott alkatrészek minőségi szabványai alkalmazásonként jelentősen eltérőek. Az Ön alkatrészének felhasználási helyének megértése segít meghatározni a megfelelő minőségi követelményeket, amelyeket a szállítójával kell meghatározni.
| Ipar | Tipikus alkatrészek | Főbb minőségi követelmények |
|---|---|---|
| Autóipar | Karosszéria panelek, üzemanyagtartályok, szűrőházak | IATF 16949, szűk vastagságtűrés, korrózióvédelem |
| Elektronika | Házak, akkumulátordobozok, hűtőbordák | Méretpontosság, EMI árnyékolás integritása, RoHS megfelelőség |
| Orvosi | Sebészeti műszertokok, implantátumházak | ISO 13485, biokompatibilis anyagok, Ra ≤ 0,8 µm, teljes nyomon követhetőség |
| Repülőgép | Szerkezeti konzolok, üzemanyagrendszer-alkatrészek | AS9100, tanúsított anyag, NDT ellenőrzés, tétel nyomon követhetősége |
| Fogyasztói készülékek | Edények, mosógép dobok, kompresszorhéjak | Felületkezelés, méretkonzisztencia, nagy térfogatú képesség |
Miért vegyen részt egy tapasztalt mélyrajzoló szakemberrel
Az árucikk fémformázó és az igazi mélyhúzó szakember közötti különbség nyilvánvalóvá válik abban a pillanatban, amikor az Ön alkatrésze kihívást jelentő geometriát, nehezen rajzolható anyagot vagy szűk tűréseket tartalmaz. Egy szakember a folyamatszimulációt, az alkalmazástervezést, a szerszámtervezési szakértelmet és a különböző iparágakban sikeresen gyártott alkatrészek dokumentált történetét hozza egy fedél alá.
Ningbo Dasheng Metal Products Co., Ltd egy olyan gyártó, amely ezt az integrált szakértelmet minden projektben megvalósítja. Az alkatrészek és alkatrészek fémbélyegzésére, mélyhúzására és hegesztésére szakosodott iparágak széles körében, a cég tapasztalt munkatársai közvetlenül együttműködnek az ügyfelekkel a megfelelő anyag kiválasztásában, a hatékony szerszámok tervezésében, valamint a pontos előírásoknak és magas minőségi szabványoknak megfelelő kész precíziós alkatrészek gyártásában. A kezdeti tervezési felülvizsgálattól az első cikk jóváhagyásáig és a folyamatos gyártásig minden lépést a minőségkritikus alkalmazások által megkövetelt szigorúsággal kezelnek.
Amikor partnert választ a mélyreható alkatrészekhez, előnyben részesítse azokat a beszállítókat, akik megértik az Ön végső alkalmazását, nyíltan kommunikálnak a folyamat lehetőségeiről és korlátairól, és dokumentált adatokkal támasztják alá minőségi állításaikat. Ez a kombináció – műszaki szakértelem, átlátható kommunikáció és bizonyítékokon alapuló minőségbiztosítás – egy megbízható, hosszú távú ellátási kapcsolat alapja.
Mire használhatók a raklaplábak és a fészkelődugók a raktári rendszerekben?
Hogyan javítják a raklaplábak és a beágyazó dugók az egymásra rakhatóságot?
kapcsolódó termékek
Kérdés küldése
Ne habozzon kapcsolatba lépni velünk, amikor szüksége van ránk!
Akár partnerünk szeretne lenni, akár szakmai útmutatásra vagy támogatásunkra van szüksége a termékválasztásban és a problémamegoldásban, szakértőink 12 órán belül készséggel állnak rendelkezésre világszerte.
lépjen kapcsolatba velünkPhone:+86 139-5824-9488
FAX :+86 574-86150176
E-mail: [email protected] [email protected]
Address: Unit 2, Building 19, Zhichuangzhizao Park, Chengdong Industrial Zone, Xiangshan, Ningbo, 315705, Zhejiang, Kína
Metal Stamping Parts improve production efficiency through four interconnected mechanisms: they co...
Metal Stamping Parts play a foundational role in modern manufacturing by converting flat metal she...
Termékkategória
Mozgó
